��������Ӫ������ �� ��������
-
��������һ
- �Ͳġ��Ŵ������䴢����Ӧע��ʲô��
- A�����������Ӧ�������Ӳ����ĥ������ײ����ֹ�ͲĻ��ˡ����Σ��Ŵ����ǿ��ѡ�
B���Ͳĺ��Ŵ�Ӧ�ڿ��ڴ��棬�ͲĴ�ų��ر���ƽ������Ÿ߶Ȳ��˳���1�ף���ֹ�Ͳı��Σ��Ŵ����ʱӦ����װ�������ţ������н�Ӧ����75��80�ȣ��Ҳ�ȡ����б��ʩ��������ƽ�ţ������Ŵ����� ��
C������Ļ�������50�棬����Դ���벻С��1�ס�����Ͳ��Ŵ�����Ļ����¶ȵ���0�棬���Ŵ��������Ŵ���װǰ��Ӧ������(��15��)����24Сʱ������Ͷ����
- �Ŵ���װʱ�¶�Ϊʲô���˵���5�棿
- ���ȣ������Ͳ������¶ȵĽ�������ָ���½����������¶ȵ���5�棬�����������ӣ����Ŵ���װ������������Ͳĸ˼����ѡ���Σ����¶Ƚ���5������ʱ��������ú�Ӳ�����Ա��������Լ�С���ڰ�װ����ʱ��������ϳߴ��С��ѹ������װ���������ѹ�����ѡ��ٴΣ�������װ��Ϊ��ֹѹ�����죬ͨ���������ߴ糤0.5-1�L�����¶Ƚ���5������ʱ��ѹ�����Խ��ͣ�Ӳ����ǿ����װѹ��ʱ����ɺ��ǿ��ѡ�
- �Ͳġ��Ŵ������л�����Ӧ����ʾ��
- A������������PVC��Ʒ���ڽӴ�����������Ь�����ϵذ�ȡ������京�е����ܼ��ӷ����Ͳı�����Ⱦ�Ͳġ�
B�������ں���ߵĻ����д�Ż�ʹ���Ͳġ��Ŵ������¯������ú̿����ǿ�ữ������ˮ�೧�ȡ���������������Ͳı��淢����Ӧ�������Ͳı��淢�ұ�ɫ��
- ��ΰ�װ���������ܷ�ֹ�����³���
- ��������Ӧ�ֱ����"���ص��"��"��λ���"���Ҽӽ�����ȱ߹̶�����ֹ���λ�ƣ����������д�ֱ�����ߵ�����(��Ӵ��Dz۰�)��ֹ����λ�ƣ�ʹ��������ȳ�Ϊһ���������壬��ֹ���ȱ��Ρ�
���÷�ʽ��ͼ��(����1��2��6������ʵ)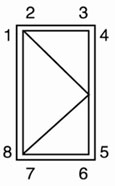
- ���������ڴ���з����ֲ���������������
- �ɲ���80-90���ȿ������о��ȼ��ȣ�ʹ��ָ�����״̬��������ȹ���Ϊ�����ȷ�ǹ��
- ���������Ŵ��������Ӧע��ʲô��
- ���������Ͳ������ȴ����ӷ�ʽ������ڽ����ĶԽӴ���������������������ʱ���������ɾ����������Ŵ���װ�����д���Ӧ���㣬���²������ѺͿ����ܷⲻ�ϡ�
- ����������Ϊʲô����ѡ�����ʵĺ�ҳ��
- �����������ܷ�����Ҫ������ͨ�������ܷ��ԣ����κν������ܷⶼ���ڴﵽ�㹻��ѹ�������ʵ�ֵġ���Ӧѡ���ױ��Ե����ʺ�ҳ�������ҳ����װ��������ǿ�Ȳ��㷢�����Σ����¹�������ѹ�������㣬Ӱ��ɴ����ܷ����ܡ�
- ��α����ɫ�Ŵ����ǿ��ѣ�
- ��ɫ�����������Զ���ڰ�ɫ�Ͳģ������Ƚ�������в��������������ʺ������Լ�ǰ�ɫ�Ͳĵ������������º��ǿ��Ѻ��ͲĶ��ѣ��ر�����˼��������ڲ�ɫ�Ŵ�����ʱ��Ӧ����2.0�L���ϵ���ǻ�ֳģ���˼���ͷ10�L�������˿��������˿���Ϊ200�L���ڣ����ߺ��Ӻ�����ݽӼӹ̡���ֹ���ɫ�˼�������ɺ��ǿ��ѡ�
- ��������Բ����ʱӦע����Щ��
- �����Ͳ�Բ��ʱ��Ӧ�Թ��ͺ���Ϊ���ϡ��¶�����100-130��֮�䣬����3-5����Ϊ�ѣ����ּ��Ȳ�����࣬��������͡��������Ⱦ�Ͳģ����ƹ��ͺ���ˮ�֣��Ա��ֲ�ɫ������ɫ����ȣ�����ɫ����ɫ�����Ͳı��������Ӧ�Է���ˮ�����ϴ�Ӽ�������ϴ������ʹ�����͡���ͪ���л��ܼ�����ֹ��ɫ����ɫ���ܽ⡣
- ��ɫ�Ͳ���Ǻ�Ӧ���Ϳ�ǣ�
- ����˾�ṩ���ɫ�Ͳ���ɫ�������ᣬͿ��ʱ�������Ե��ϴ�ɾ�����ĩ�����������ʣ�����ë����Ϳ�Dz�����֤Ϳ����ɫ�����һ�£������ܲ�Ҫ����Ϳ�Σ�����Ӱ��Ϳ����ľ��Ⱥ���
- Ϊʲô����ѡ�����ʽ�����
- ���ǽ���ʹ����Ԫ�ұ����ϵĽ�������Ϊ���ʽ���������������
A�������������������������Ͳı���Ⱦ��һ���ɫ�ĺۼ���
B�����ʽ�����ʹ���л������ϻ�ʧȥ���ԣ������������ڴ��Dz�λ���ַ�϶��Ӱ��ɴ����ܷ���(©�硢©ˮ��©��)��
C�����ʽ�������Ⱦ����ɫ�Ͳı��档�����������ܼ����ܷ⽺������Ӵ��ͲIJ�ɫ�棬������ͬ�̶ȵ����ͻ�ճ����������ʱ��ճ���ܷ�����Ȼ���ʴ�ͲĵIJ��ϣ��Ӷ��Բ�ɫ�湹��һ��������������Ŵ���������


- ͼһ ͼ��
Ϊʲô�Ŵ������Ҫ��ʱ˺ȥ����Ĥ?
- ����Ĥ���Ͳı��������õı������ã����ڳ��ڵ���ɹ���������»�����������ϻ������±���Ĥճ���Ͳı���Ҳ���������Ĥ����ӡ�в�ɫ���ֺͱ�ʶ�����к�ǿ�������ԡ������ȵ��ļ�������Ĥ�����¶ȴ�70�����ϣ���ʱ�����ˮ�������£����±���Ĥ���֡���ʶӰӡ���Ͳı����ϣ����������ͲIJ�ɫ����ɫ��
- Ϊʲô��ɫ�Ŵ�����ʹ�����ʰ�װĤ��
- Ϊ��ֹʩ���ֳ�ɳ���Ȳ�����Ⱦ���ٻ��Ŵ����棬��Ҫ��δ����ʩ���ֳ����Ŵ���Ʒ���б������ڿ��貿λ���ϰ�װĤ��Ŀǰ�г��ϵİ�װĤ�����β�룬һ�����ܲ����������İ�װĤ������Ĥ����д����������Ϻ����ܼ������ʣ�����һ��ʱ������Ⱪɹ��������������װĤ�����ϻ�ʧȥ���ԣ�ͬʱ�����ڲ�ɫ�Ͳı��棬�������ڲ�ɫ�������У���ȥ��������δ�����Ŵ������ã����������˲�ɫ�Ͳı��档
���������
��ɫ�Ŵ��ӹ��ֲ�
1��ɫ�Ŵ��˼�Ӧ��ȷ�������ף�
ͨ����ԭ����������������ͨ�������Ͳĵ�ǻ�ң�Ȼ��������ͨ���׳������Ӷ��������Ͳı����¶ȡ����ң�ͨ���װ��¶ȹ��ߵ��ܱ�ǻ���ɿ���ʽǻ�壬��Ч�ط�ֹ��ǻ���������ͣ������˲�ɫ�Ͳ����ͱ��ο��ѡ�����������ͼ1��

